Жаропрочные сплавы. Деформируемые сплавы. Ленточные пилы.

Жаропрочные сплавы — металлические материалы, обладающие высоким сопротивлением пластической деформации и разрушению при действии высоких температур и окислительных сред.
Жаропрочные сплавы могут быть на алюминиевой, титановой, железной, медной, кобальтовой и никелевой основах.
В данной статье рассмотрим жаропрочные деформируемые сплавы на железоникелевой и никелевой основах.
В предыдущей статье мы рассмотрели ряд физико-механических свойств нержавеющих сталей, обуславливающих их технологические свойства по обрабатываемости резанием.
Данные свойства характерны и для никелевых сплавов, перечислим их:
- Высокое упрочнение материала в процессе деформации резанием.
- Малая теплопроводность обрабатываемого материала.
- Способность сохранить исходную прочность и твердость при повышенных температурах.
- Большая истирающая способность жаропрочных и нержавеющих сталей и сплавов.
- Пониженная виброустойчивость движения резания.
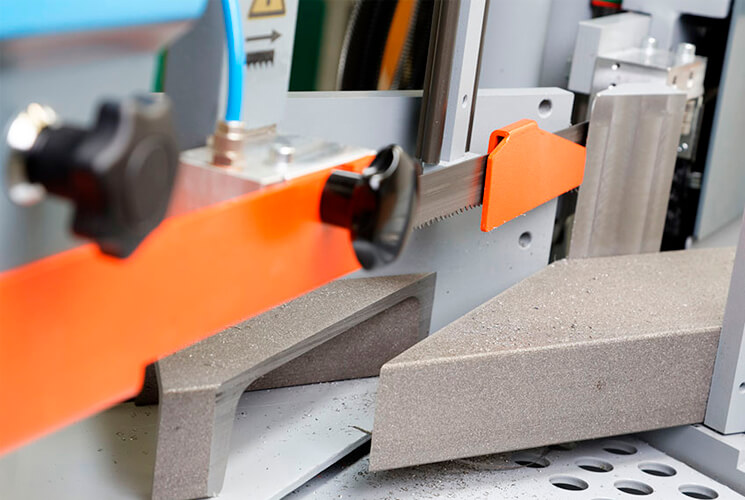
Из практического опыта резки ленточными пилами рассмотрим ряд особенностей при резке жаропрочных сплавов:
1. Заклинивание пилы в материале заготовки из-за внутренних напряжений. Есть несколько способов снизить вероятность заклинивания пилы, первый – это использования твердосплавных ленточных пил с разводкой. Пилы с разводкой создают канал пропила большей ширины, чем пилы без разводки. Однако данный способ помогает лишь частично. Второй способ – использование распорных клиньев, вставляемых в канал пропила в момент, когда пила погрузилась в заготовку на всю ширину. Данный способ является наиболее эффективным, однако требует соблюдения требований безопасности, т.к. есть вероятность выталкивания клина из канала пропила по случайной траектории.
2. Надлом или смещение заготовки в конце реза. Если станок не имеет второй пары тисков, удерживающих отрезаемую заготовку, то в конце реза может произойти ее поворот или надлом, что приводит к поломке секции зубьев и значительно снижает стойкость пилы. Это происходит из-за высокой прочности отрезаемого материала. В самом конце реза, когда остается 2-3 мм до выхода пилы из заготовки, резко сокращается ширина пиления. Имея большое расстояние между зубьями, происходит «закусывание» и поломка твердосплавных пластин.
3. Налипание стружки на зубья пилы. Связано с высокой температурой, сконцентрированной на режущих кромках, что приводит к привариванию стружки к передней поверхности зубьев. Это обуславливает невозможность самопроизвольного отделения или смыва стружки потоком СОЖ. Поэтому на станке необходимо наличие приводной щетки очистки стружки.
4. Высокие силы резания. Вызваны высоким упрочнением материала в процессе резания. Это обуславливает ряд требований, таких как: 1) привод главного движения соответствующей мощности, не менее 2,5 кВт на 100 мм ширины пропила; 2) сохранение крутящего момента при низких скоростях вращения шкивов; 3) наличие устройства обеспечения регулируемого усилия подачи на пилу, что обеспечить неизменность подачи при росте нагрузки.
5. Труднодоступность СОЖ при резании крупногабаритных заготовок. Данная проблема характерна не только для никелевых сплавов, однако именно для них оказываемое влияние наиболее критично. Это связано, как мы упоминали ранее, с низкой теплопроводностью материала, что требует хорошего охлаждения в зоне резания. В связи с этим количество СОЖ, подаваемого в пропил должно быть максимально возможным. При этом концентрация должна быть >15%. Высокая концентрация кроме охлаждающих и смазывающих свойств обладает лучшей налипаемостью на поверхности пилы, что заносит эмульсию в канал пропила.
Деформированная заготовки после штамповки имеют упрочненный поверхностный слой, ухудшающий обрабатываемость резанием. Это требует корректировки режимов резания при врезании и на выходе из заготовки.


Способом удаления литой корки является обдирочное шлифование. Поверхность после такой обработки может иметь включения шлифовальных абразивов, что так же влияет на стойкость ленточной пилы.
7. Недостаточная жесткость пильной рамы и узла подачи способствует возникновению вибраций, которые могут привести к сколу твердосплавных режущих элементов.
8. Наличие внутренних дефектов.

Кроме вышеуказанного, к особенностям резки жаропрочных сплавов нужно отнести стружкообразование. У новой ленточной пилы и пилы в состоянии естественного износа образуется непрерывная сливная стружка, серебристого цвета в виде спиралей различного диаметра и длины в зависимости от размера заготовки, марки материала, геометрии инструмента и режимов резания.


В данной статье мы постарались коснуться некоторых очень важных аспектов, которые нужно учитывать при резании жаропрочных сплавов. Компания ВИ-МЕНС по традиции оказывает профессиональную поддержку для решения задач каждого конкретного Клиента, начиная от выбора ленточно-отрезного станка и ленточной пилы, и заканчиваю подборов режимов резания и отработки технологии пиления конкретной заготовки.
Вам может быть интересно:
 >
>  >
>  >
> Оставьте заявку и наш менеджер ответит вам в ближайшее время
Спасибо!
Ваше сообщение отправленоСпасибо за ваш интерес! Пожалуйста, заполните форму ниже и мы уведомим вас, как только оборудование будет в наличии!
Спасибо за ваш интерес! Пожалуйста, заполните форму ниже и мы уведомим вас, как только оборудование будет в наличии!
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.

Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.

Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.

Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.
Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.

Спасибо за ваш интерес! Заполните форму ниже и наш специалист свяжется с вами для подтверждения и оформления заказа.