Часть 1 - Как выбрать ленточную пилу

На сегодняшний день, на мировом рынке ленточных пил присутствует большое количество производителей полотна, не менее 20 и еще большее количество их дилеров.
Таким образом, перед специалистами промышленных предприятий, обеспечивающими своё производство инструментом встает несколько непростых вопросов: выбор вида пилы, выбор производителя пилы и выбор модели пилы из линейки с номенклатурой из 30-35 позиций. Конечно самым правильным будет набрать номер телефона и поговорив с менеджером, выяснить, какие пилы больше всего тебе подходят. Но, как правило, всегда есть варианты, из которых вновь приходится выбирать. И сегодня мы хотим поговорить о том, какую информацию нужно подготовить, прежде чем набрать номер телефона.
Наиболее распространенными пилами для резки основных групп сталей и сплавов являются биметаллические ленточные пилы с материалом режущей кромки М42, М51 и М71. Чем выше значение, тем более износостойкой является режущая кромка.
При резке сталей и сплавов с твердостью свыше 35-40 HRC, сплавов на основе титана и никеля используются твердосплавные ленточные пилы.
Для таких материалов, как стекло, камень, строительные материалы, кремний, стекловолокно применяются алмазные ленточные пилы.
Кроме того, для резки закаленных сталей появились пилы с крошкой из кубического нитрида бора.


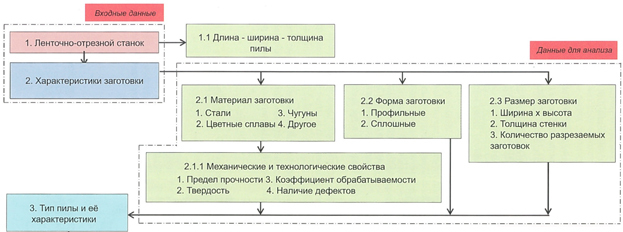
Универсального алгоритма выбора для каждого из производств где эксплуатируется ленточно-отрезной станок, конечно же не существует. Но перечень основных и, как правило, достаточных параметров для выбора пилы приведен в блок-схеме ниже:
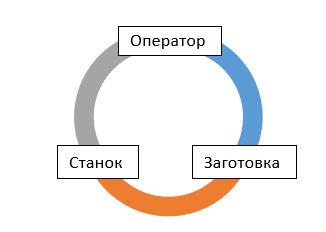
Однако, помимо указанных, есть важные факторы, которые обязательно нужно учитывать и анализировать. К таким факторам относятся: модель ленточно-отрезного станка и его техническое состояние; марка материала заготовки; квалификация оператора.
Модель ленточно-отрезного станка, помимо длины, ширины и толщины ленточной пилы определяет его жесткость и возможность задавать и обеспечивать расчетные режимы резания.
Так на небольших консольных станках (полотна 20х0,9 мм и 27х0,9 мм) подача осуществляется за счет собственного веса рамы, путем открытия-закрытия перепускного клапана. Жесткость таких станков невысокая, отсутствует стабильная подача, скорость резания часто имеет только два значения. Для таких станков не рекомендуется использовать твердосплавные пилы и пилы с алмазной крошкой. Первые очень восприимчивы к вибрациям и ударным нагрузкам, что приводит к сколу зубьев, вторые требуют высоких скоростей резания (порядка 1500 м/мин).
Есть модели консольных станков повышенной жесткости (полотна 27х0,9 и 34х1,1), обеспечивающие стабильную подачу, возможность регулировать скорость резания с помощью частотного преобразователя. Такие станки допускают использование твердосплавных пил, но не подходят для алмазного инструмента.
Независимо от конструкции станка и его надежности следует оценивать техническое состояние узлов. Т.к. даже самый жесткий и оснащенный станок без надлежащего обслуживания начинает работать нестабильно. Это приводит к тому, что практически все пилы, как дорогие, так и дешевые показывают одинаковый результат. Например, отсутствие зазора между спинкой ленточной пилы и ребордой шкивов увеличивает нагрузку на спинку, что приводит к её раскатыванию и последующему разрыву пилы. Несвоевременная регулировка зазоров в блоках направляющих, приводит к преждевременной косине резания, как и в случае с низким натяжением. Нестабильная работа узла подачи зачастую приводит к провалам пильной рамы и сколу зубьев.
Стоит отметить и такое понятие как «неспециализированный станок для твердосплавных пил». Это означает, что станок не оснащен двойными тисками и устройством обратной связи, которые удерживают заготовку, после ее отрезания и контролируют усилие подачи. Это создает вероятность повреждения твердосплавных пластин в нижнем положении при смещении заготовки или при выводе пилы из пропила. Соответственно использование твердосплавных пил без разводки на таких станках нецелесообразно.
Из всего этого можно сделать выводы:
Марка материала заготовки оказывает сильное влияние на выбор пилы. При этом основными характеристиками стальных заготовок являются твердость и предел прочности при растяжении.
Для выбора пилы из всего многообразия моделей существуют специальные таблицы, в которых есть разделение по применимости пил с точки зрения формы заготовки (профильный или прокат сплошного сечения) и с точки зрения групп сталей и сплавов.
Так для резки профильных заготовок оптимальным будет использование пил с профильной формой зуба (передний угол от +5° до +7°) или со стандартным зубом (передний угол от 0°). Данные формы зуба устойчивы к ударным нагрузкам и вибрациям, которые возникают при прерывистом резании профильных заготовок. Для резки сплошных заготовок используют пилы с формой зуба крючок (передний угол от +10° до +15°).
Рекомендации по выбору величины переднего угла заключается в том, что чем хуже обрабатываемость материала, тем большее значение переднего угла необходимо использовать. Сложность в обработке стали можно связать с ее вязкостью или прочностью. Так для стали 45 подходит угол +10°, сталь 65Г - +10°… +13°, сталь 12Х18Н10Т - +13°…+15°.
Кроме этого следует учитывать отклонения в свойствах заготовки и ее дефекты.
Например, окалина на любой марке стали резко ухудшает условия работы инструмента. Если удаление окалины не производится, то необходимо закладывать более износостойкий материал режущих кромок.
Ухудшение обрабатываемости происходит и на заготовках, предварительно разделенных с использованием плазменных установок. Так лист после плазменной резки имеет торцы с повышенной твердостью, что требует применения предварительной механической обработки данных поверхностей либо использование режущих кромок с более высокой твердостью и износостойкостью. Такое же требование к инструменту возникает при любом повышении твердости заготовки.
Квалификация оператора косвенно влияет на то, какую пилу выбрать, но напрямую влияет на то, как выбранная пила отработает. Есть несколько рекомендаций, на которые следует обращать внимание:
Таким образом, собрав и проанализировав, вышеуказанную информацию, намного проще подобрать правильный инструмент, обладающий свойствами, которые позволят достичь желаемого результата без лишних затрат. Но данный вопрос требует ответственного подхода. Поэтому, компания ООО «ВИ-МЕНС», традиционно, оказывает профессиональную поддержку при выборе оптимального типа инструмента для каждого конкретного Клиента. Наши специалисты прошли обучение у изготовителя ленточного полотна и готовы поделиться своими знаниями и опытом для решения Ваших задач.
политику конфиденциальности