Часть 2 - Параметры ленточной пилы для выбора

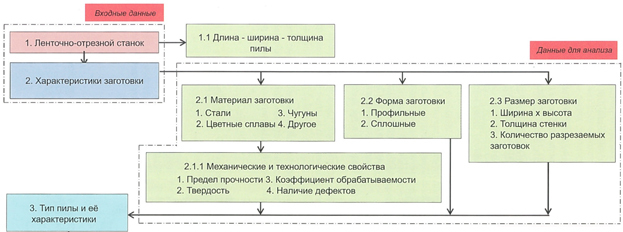
В предыдущей статье мы постарались указать основные моменты, которые необходимо анализировать при выборе пилы. В данной статье разберем перечень информации для анализа из блок-схемы:
Блок 1.1 Длина – ширина – толщина пилы
Для каждой модели станка данные параметры являются постоянными на протяжении всего срока его эксплуатации. Они указаны в паспорте станка. Так для двухколонного станка МЕВА 335А длина ленты составляет 4400 мм, ширина 34 мм и толщина 1,1 мм.
Однако в некоторых случаях, например, при переточке шкивов длина пилы уменьшается и это необходимо учитывать при заказе. Дополнительно важно знать, что при изготовлении пилы есть допуск на длину для подбора шага, в среднем он составляет ±10 мм и компенсируется узлом натяжения пилы.
Для вертикальных станков параметры ширины и толщины ленты для одной модели могут изменяться. В паспорте станка они будут указаны диапазоном размеров: ширина 6-13 мм, толщина 0,65-0,9 мм.
Блок 2.1 Материал заготовки
Материал заготовки определяет какой тип пилы, с точки зрения материала режущей части, необходимо использовать: углеродистую сталь, быстрорежущую сталь (биметаллические пилы), твердый сплав, крошку твердого сплава, алмаза или кубического нитрида бора.
Углеродистые пилы на сегодняшний день используют для резки древесины, пищевых продуктов, пластика и др.
Для резки основных групп сталей и сплавов используются биметаллические ленточные пилы с материалом режущей кромки М42, М51 и М71.
При резке сталей и сплавов с твердостью свыше 35-40HRC, сплавов на основе титана и никеля используются твердосплавные ленточные пилы.
Для таких материалов как стекло, камень, стройматериалы, кремний, стекловолокно используются алмазные ленточные пилы.
Кроме того, для резки закаленных сталей появились пилы с крошкой из кубического нитрида бора.


Материал заготовки, кроме типа пилы, позволяет выбрать схему разводки пилы. Так, для труднообрабатываемых марок сталей и сплавов используется ступенчатая разводка. Она позволяет разделить снимаемый припуск между разведенными зубьями и снизить суммарную силу резания. Схематично данная разводка имеет следующий вид:

Блок 2.2 Форма заготовки
Форма заготовки определяет форму зуба ленточной пилы.
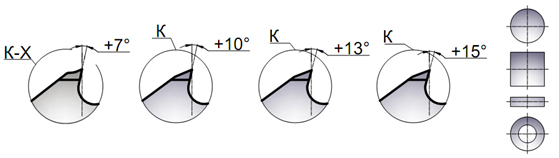
Для резки профильных заготовок (уголок, швеллер, двутавровая балка, тонкостенная труба и др.) используют ленточные пилы с передним углом 0° и +6°..+7°. В каталогах профиль зуба данных пил обозначают буквой S - стандартный с углом 0°, К-Х – усиленный крючок с углом +7° и P - профильный с углом +6°..+7°.
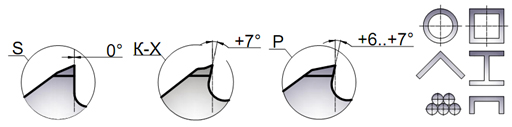
Для резки сплошных заготовок (круглый и прямоугольный прокат) и толстостенных труб используют ленточные пилы с положительным передним углом +7°, +10°, +13° и +15°. В каталогах профиль зуба данных пил обозначают буквой К-Х – усиленный крючок с углом +7°, K - крючок с углом +10°, +13° и +15°.
Из практики эксплуатации ленточных пил относительно формы зуба можно сформулировать несколько рекомендаций:
1. Стандартный зуб S лучше работает на профилях и при смешанной номенклатуре. На сплошных заготовках наблюдается небольшое увеличение нагрузки на пилу и снижение производительности.
2. Профильный зуб Р хорошо работает только на профилях. При смешанной номенклатуре или сплошных заготовках может произойти скол зубьев из-за малого объема межзубных впадин.
3. Усиленный крючок К-Х является наиболее универсальным, по сравнению с остальными формами зубьев. Он обладает положительным передним углом, усиленной спинкой и достаточным объемом межзубной впадины.
4. Зуб крючок К +10° хорошо работает на сплошных заготовках, толстостенных трубах и двутавровых балках. На профилях данный зуб работает хуже из-за ударных нагрузок, однако при уменьшении производительности это допускается.
5. Зуб крючок К +13° и +15° хорошо работает на сплошных заготовках. Из-за большого значения переднего угла зуб плохо воспринимает ударные нагрузки и не используется для резки профилей.
6. На твердых сплошных заготовках лучше работает зуб К +10°. Вязкие труднообрабатываемые сплошные заготовки напротив эффективнее обрабатываются зубом К +13° и +15°.
Под конкретную форму заготовки, кроме формы зуба, подбирается и схема разводки пилы. Так, для тонкостенных профилей и сэндвич-панелей используют пилы с волновой разводкой. Это позволяет снизить шум и вибрации, а также повысить качество реза. Схематично волновая разводка имеет вид:

Блок 2.3 Размер заготовки
Размер заготовки определяет шаг ленточной пилы.
Основной принцип при выборе шага – количество зубьев, одновременно находящихся в теле заготовки. Минимальное значение составляет 3 шт., максимальное – 24 шт., оптимально - 6-12 шт..
Выбор шага осуществляется по специальным таблицам на основании габаритных размеров заготовок. Для сплошных заготовок используется диаметр или ширина, для профильных заготовок – диаметр или ширина и толщина стенки.
При резке сплошных заготовок «пакетом», шаг ленточной пилы необходимо подбирать в зависимости от суммарной ширины реза, высота пакета не учитывается.
При резке профильных заготовок «пакетом», шаг ленточной пилы необходимо подбирать в зависимости от суммарной ширины реза и удвоенной стенки, высота пакета не учитывается.
Блок 2.1.1 Механические и технологические свойства
Данные свойства определяют тип пилы, форму зуба, шаг.
Из практики эксплуатации ленточных пил относительно механических и технологических свойств можно сформулировать несколько рекомендаций:
1. Для материалов с твердостью выше 35-40 HRC целесообразно использовать твердосплавные пилы, т.к. стойкость биметаллических пил будет крайне низкой.
2. Для сталей с пределом прочности при растяжении свыше 1000 Н/мм2 вместо М42 целесообразно использовать пилы с режущей кромкой М51 и М71.
3. Коэффициент обрабатываемости сталей и сплавов позволяет спрогнозировать ресурс работы и эффективность твердосплавной и биметаллической пилы.
4. Дефект в виде внутренних напряжений в материале заготовки требует использования пил с увеличенной разводкой.
5. Дефект в виде пятнистой твердости требует применения биметаллической пилы с режущей кромкой М51 и М71 или твердосплавной пилы.
6. Дефекты в виде окалины или твердых неметаллических включений на поверхности необходимо удалять путем проточки или зашлифовки в месте врезания пилы.
Данной статьёй мы постарались указать влияние исходных данных на выбор типа пилы и её геометрические параметры. Этот вопрос достаточно сложный и требует ответственного подхода. Компания ООО «ВИ-МЕНС» по традиции оказывает профессиональную поддержку при выборе оптимального типа инструмента для каждого конкретного Клиента.
Для более подробной информации обращаться по телефону +375 (29) 500-08-05 инженер-технолог Густяков Павел Вадимович.
политику конфиденциальности