Отклонение от перпендикулярности ленточных пил
Отклонение от перпендикулярности ленточных пил
В предыдущей статье мы рассмотрели такие наиболее распространенные поломки ленточных пил, как разрыв и сколы зубьев. Теперь остановимся на таком вопросе как отклонение от перпендикулярности пилы при резании, проще говоря «косине».
Начнем с того, что увод от перпендикулярности является естественным процессом по мере износа режущих кромок зубьев пилы. Когда пила изнашивается, ее начинает уводить в сторону. Мы же рассмотрим случай, когда после непродолжительного времени работы начинает «косить» новая пила.
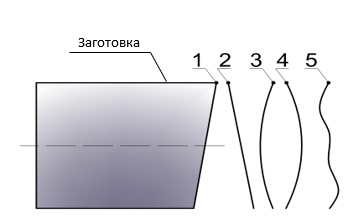
«Косина» может иметь разный внешний вид. Классифицируем эти виды в соответствии с предложенной ниже схемой:
Сразу отметим, что увод на первых резах может быть связан и с качеством самой пилы, а именно, несимметричностью разводки или наличием дефектов режущих кромок. Определить это можно путем осмотра зубьев и измерения величины разводки.
К другим причинам, не связанным с качеством инструмента, из нашего практического опыта, отнесем:
1. Зазоры в блоках направляющих (вид косины №1 и 2).
Чем больше зазор в блоках направляющих, тем больше будет величина увода. Причем новая пила будет резать более или менее ровно, но постепенно увод начнет быстро увеличиваться. Напомним, что суммарный зазор между пилой и направляющими пластинами должен быть не более 0,05 мм. По мере работы станка, направляющие элементы будут изнашиваться, поэтому периодически необходимо осуществлять контроль и подналадку.

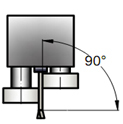
2. Положение пилы относительно базовой поверхности стола и заготовки (вид косины №1 и 2).
Следует понимать, что изначально пила должна находиться под углом 900 по отношению к оси заготовке, как в вертикальной, так и в горизонтальной плоскостях. При наличии угла наклона пилы или поворота рамы, рез не будет перпендикулярным. Чтобы добиться перпендикулярности необходимо произвести регулировку блоков направляющих и (или) рамы станка.
3. Низкое натяжение (вид косины №1, 2, 3 и 4).
Низкое натяжение приводит к тому, что пила не получает достаточной жесткости и при возникновении больших усилия резания (характерно для больших размеров заготовок или пакетной резки) пилу уводит.
Усилие натяжения зависит от ширины и толщины ленточной пилы и контролируется с использованием тензометра.
4. Несоответствие шага зуба (вид косины №3 и 4).
Если шаг зуба меньше рекомендуемого значения, происходит переполнение межзубных впадин стружкой и создаются усилия, которые отклоняют ленту в сторону меньшего сопротивления. Шаг необходимо выбирать по специальным таблицам в зависимости от формы и размера заготовок.
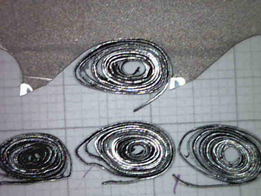
Так же частично помогает правило – если шаг меньше рекомендуемого, можно снизить подучу или увеличить скорость резания. Необходимо помнить, что манипуляции с режимами резания в данном случае должны производится в пределах допустимых значений. Особенно это касается скорости резания, т.к. сильное ее увеличение приводит к росту нагрева зубьев и их ускоренному износу.
Для примера приведем фото стружки, которая формируется в недостаточном объеме межзубной впадины. Стружка получается сильно сжатой и кроме увода может привести к поломке зубьев.
5. Неправильное положение направляющих стоек (вид косины №3 и 4).
Для большинства ленточно-отрезных станков характерно наличие в конструкции двух стоек направляющих, причем одна делается неподвижной (ближайшая к редуктору), а вторая выполняется подвижной. Это позволяет при резке различных по размеру заготовок подвижную направляющую размещать как можно ближе к заготовке. Чем дальше направляющая от заготовки, тем ниже жесткость ленты.
6. Несоответствие режимов резания (вид косины №5).
В данном случае чаще всего получается «волнистый» рез. Следует произвести проверку и корректировку скорости и подачи в соответствии с рекомендациями производителя ленточных пил.
Так же следует помнить, что материал заготовки может иметь отклонения в виде завышенной твердости или разнородности структуры. В этом случае, режимы резания также придётся скорректировать (сделать меньше). Здесь очень важен опыт и квалификация оператора ленточно-отрезного станка, задача которого подобрать оптимальный режим, при котором будут обеспечены прямой рез, стойкость и производительность инструмента.
В вопросе подборов режимов резания Вам поможет информация нашей предыдущей статьи -
В данной статье мы коснулись нескольких основных причин отклонения от перпендикулярности биметаллических ленточных пил. Имея своих технических специалистов с собственным опытом пиления, а также возможность технической поддержки от мирового производителя ленточного полотна WIKUS, Германия, компания «ВИ-МЕНС», по традиции, оказывает профессиональную поддержку своим Заказчикам в виде консультаций или полноценного технического аудита для решения каждой конкретной задачи.
политику конфиденциальности