Режимы резания в ленточном пилении

Ленточное пиление, как и любая другая технология механической обработки, требует расчета и соблюдения режимов резания.
Их нарушение приводит к ряду негативных последствий:
- снижается стойкость ленточной пилы;
- возможна поломка ленточной пилы;
- возможен брак заготовки в виде отклонения от перпендикулярности или высокой шероховатости поверхности.
Режимы резания в ленточном пилении определяются скоростью резания (v, м/мин), подачей (S, мм/мин), производительностью (Q, см2/мин) и толщиной стружки (Sz, мм). Значения выбираются на основании рекомендаций производителей ленточного полотна в зависимости от группы материала и размера заготовки. Для простоты использования, рекомендации оформляются в виде специальных таблиц, слайдеров или онлайн-программ. Более подробно о данных инструментах можно узнать из нашей статьи «Оптимальная настройка параметров ленточной пилы для увеличения рентабельности при производстве».
Для заготовок сплошного сечения, чаще приводятся значения скорости резания и производительности, а для заготовок профильного сечения – скорость резания и подача. Рассмотрим каждый из трех параметров более подробно.
Скорость резания v (м/мин) – это скорость перемещения режущей кромки относительно обрабатываемой поверхности заготовки. Формула для расчета фактической скорости имеет вид:
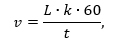
где L – длина пилы, м;
k – количество полных оборотов пилы за время t_, сек;
60 – переводной коэффициент сек в минуты.
Более подробно методика расчета фактической скорости приведена в кратком справочнике специалиста ленточного пиления на стр. 11.
Подача S (мм/мин) – это величина перемещения режущей кромки пилы относительно обрабатываемой заготовки в направлении движения подачи, в минуту. Формула для расчета подачи имеет вид:

где H – высота заготовки, мм;
t – время резания заготовки, мин.
Производительность Q (см2/мин) – площадь поперечного сечения заготовки, обработанная в единицу времени. Формула для расчета производительности имеет вид:

где S – площадь поперечного сечения заготовки, см2;
t – время резания заготовки, мин.
Толщина стружки Sz (мм) – слой материала, снимаемый одним зубом пилы. Для различных групп материалов выведены рекомендуемые значения величины Sz, к которым необходимо стремиться при расчете режимов резания.
Ниже приведены некоторые справочные значения Sz:
- стали углеродистые Sz=0,0059-0,0086 мм;
- стали коррозионностойкие Sz=0,0033-0,0052 мм;
- сплавы на никелевой основе Sz=0,0023-0,0029 мм.
В идеале, режимы резания должны быть подобраны для каждой заготовки из всей обрабатываемой номенклатуры и соблюдаться оператором ленточно-отрезного станка при пилении. Однако на практике, данное условие выполняется далеко не на всех производствах. Во многих случаях, резка производится на основании опыта резчика. Можно сказать интуитивно.
Исходя из данного обстоятельства необходимо учесть несколько основных аспектов, на которые нужно обращать внимание при резании:
Назначение высокой скорости резания. Об этом свидетельствует желтый или фиолетовый цвет стружки, испарение СОЖ при выходе пилы из заготовки, общий сильный нагрев отрезаемых заготовок. Так же, при высокой скорости пила вибрирует и, как говорят резчики, «пищит». Это создает, как некомфортные условия работы, так и снижает стойкость пилы.
Назначение низкой подачи. Об этом свидетельствует мелкая пылевидная или элементная стружка. Поэтому нельзя допускать, чтобы пила работала на одном месте без снятия стружки, даже в процессе приработки, когда необходимо снизить нагрузку на зуб.
Назначение высокой подачи. Об этом свидетельствует толстая плотная стружка. При этом зачастую наблюдаются вибрации пильной рамы, особенно на консольных станках.
Из вышесказанного следует, что хорошим индикатором правильных режимов резания является форма и цвет образующейся стружки. Для заготовок сплошного сечения из сталей стружка тонкая, серебристого цвета, в виде умеренно упругих спиралей.


При резании заготовок профильного сечения, длинная спираль образовываться не успевает, получаются короткие элементы, однако они должны быть тонкими и серебристого цвета.
Кроме этого, свидетельством неправильных режимов резания являются низкая стойкость ленточных пил или любые отклонения поверхности заготовки после реза. Наиболее часто встречается отклонение от прямолинейности (волнистость). Причем, чем ниже обрабатываемость материала, тем больше влияние на стойкость и качество поверхности оказывает несоответствие режимов резания.


В данной статье мы постарались коснуться некоторых очень важных аспектов ленточного пиления. Имея своих технических специалистов с собственным опытом пиления, а также возможность технической поддержки от мирового производителя ленточного полотна WIKUS, Германия, компания ВИ-МЕНС, по традиции, оказывает профессиональную поддержку своим Заказчикам в виде консультаций или полноценного технического аудита для решения каждой конкретной задачи.
Для консультации со специалистом техническом поддержки вы можете набрать по номеру +375 (29) 500-08-05
политику конфиденциальности